

随着社会工业化的发展,工业、生活油污问题日益严重,吸油材料是目前认为最经济、高效的处理措施。目前商业化应用最广的吸油材料主要有聚丙烯(PP)、聚氨酯(TPU)等纤维织物和吸油毯等,主要缺点是重复使用性差,吸油饱和后难以回收处理,容易造成二次污染。因此,如何制备可生物降解、低成本、具有高效循环吸油功能的新型吸油材料是目前国内外学术和产业研究的热点。
徐云飞等人以PLA为基体构建面向油水分离工程应用领域的PLA/TPU多孔复合材料体系,通过不同含量TPU的添加改善PLA基体的黏弹性和结晶性能,研究共混物组分和scCO2发泡工艺参数对泡孔结构和开孔率的影响规律,针对泡孔结构与发泡样品压缩和吸油性能的关系开展研究。
PLA/TPU共混物微观结构
共混物相形态是研究其气体传质行为和微孔发泡行为的重要依据。TPU分散相粒径随着TPU含量的增加而变大,共混物呈现出典型的“海⁃岛”相形态,分散相在微孔发泡过程中会充当异相成核剂作用,从而有利于提高发泡样品的泡孔密度。
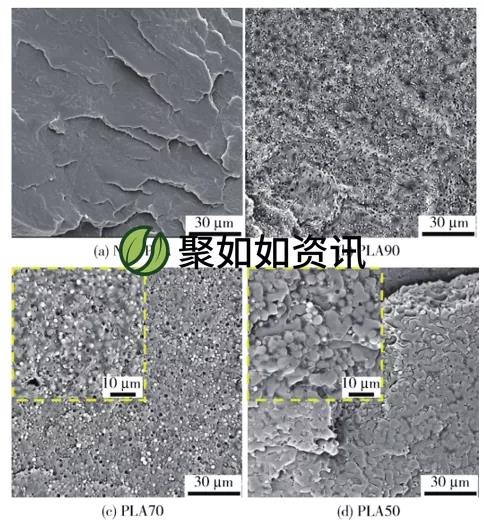
图1 不同含量PLA/TPU共混物脆断面的SEM照片
PLA/TPU共混物流变和结晶行为
通过动态流变测试可以反映共混物熔体流变行为中的黏弹性能。复数黏度一定程度上可以体现熔体强度的大小。在PLA中加入一定量TPU后能明显提高熔体强度,构建出符合开孔条件的“软相+硬相”不相容共混体系,有助于开孔结构的生成和稳定。
结晶行为对发泡过程中的泡孔成核和长大影响同样巨大。从降温曲线可以看出,所有组分整体结晶行为不明显,这是由于10 ℃/min降温速率过快引起的,相比于纯PLA,考虑质量分数后各共混物组分的结晶焓值差别不大,说明TPU的加入没有显著减小共混物中PLA的结晶度。
表明TPU的加入能显著提高PLA的黏弹性,但DSC结果发现TPU弹性体的添加并没有降低PLA的结晶能力。
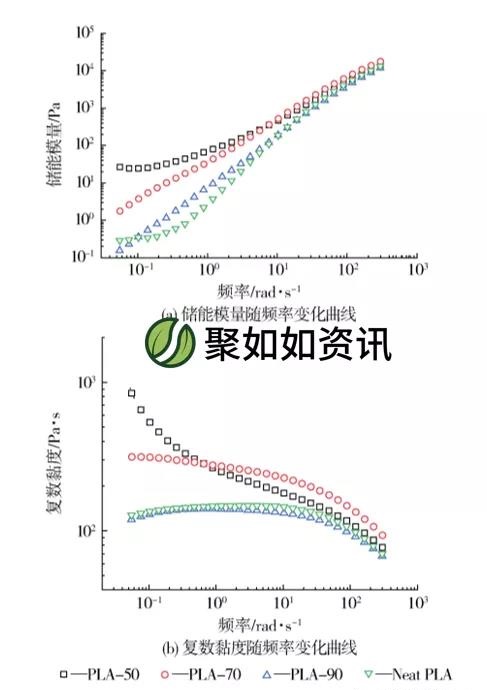
图2 PLA/TPU共混物材料动态频率扫描曲线
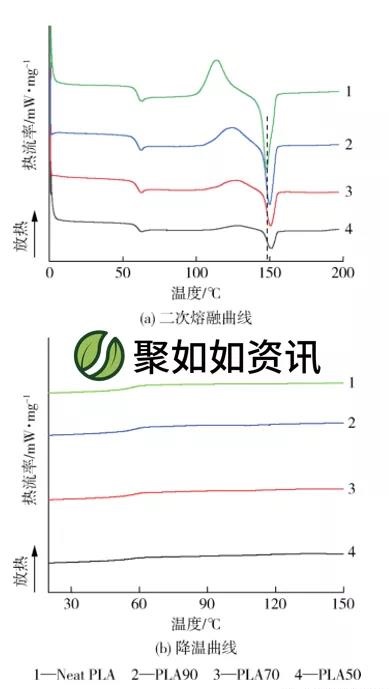
图3 PLA/TPU共混物DSC二次熔融曲线和降温曲线
PLA/TPU共混物泡孔结构
观察发泡样品的SEM图片(图4)发现,纯PLA和PLA90样品中泡孔尺寸较大(200 μm左右),泡孔形状呈现较为规则的多边形,随着TPU含量增加,熔体强度大幅提高,严重制约了泡孔的长大过程,最终导致大部分区域无法形成稳定的泡孔结构。
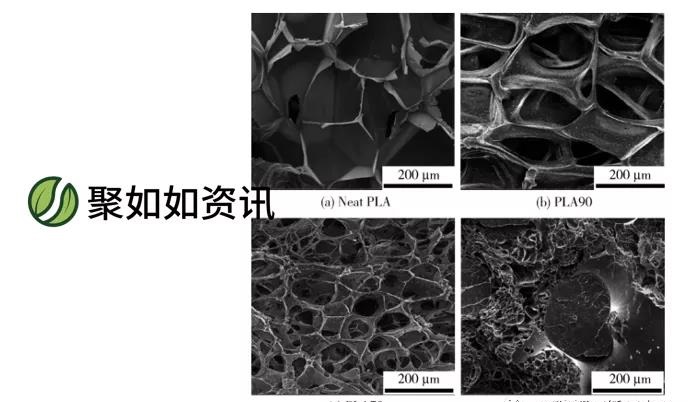
图4 组分对PLA/TPU共混物微孔发泡样品泡孔形貌的影响
温度对泡孔形貌有很大影响,随着发泡温度从91℃升高到94 ℃,由于相同的饱和压力和发泡时间下,随着温度的升高,sc⁃CO2在聚合物中的溶解度降低,均相成核点减少,泡孔密度变小,从而泡孔尺寸增大。
当发泡温度进一步升高到97~100 ℃时,由于发泡温度的升高,导致样品的熔体强度降低,泡孔还没有来得及长大,泡孔壁薄弱处就被气体打破,泡孔难以长大。
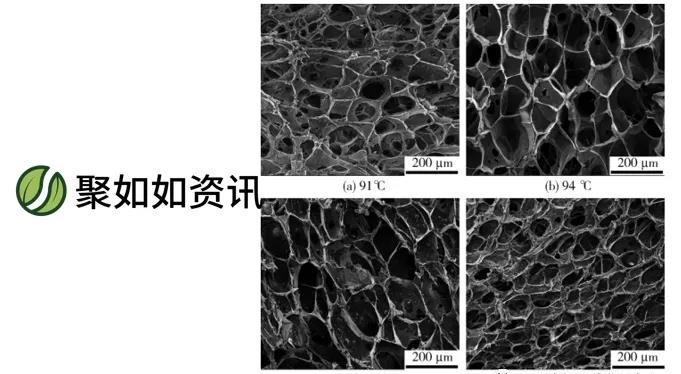
图5 不同发泡温度对PLA/TPU共混物微孔发泡样品泡孔形貌的影响
为了更好地对泡孔结构展开定量分析,图6给出了不同发泡温度条件下的泡孔尺寸、泡孔密度、发泡倍率和开孔率的测试结果。随着发泡温度的增加,泡孔尺寸和发泡倍率先增大后减小,在94 ℃发泡温度条件下,发泡倍率达到29. 1倍,最大开孔率近75%。
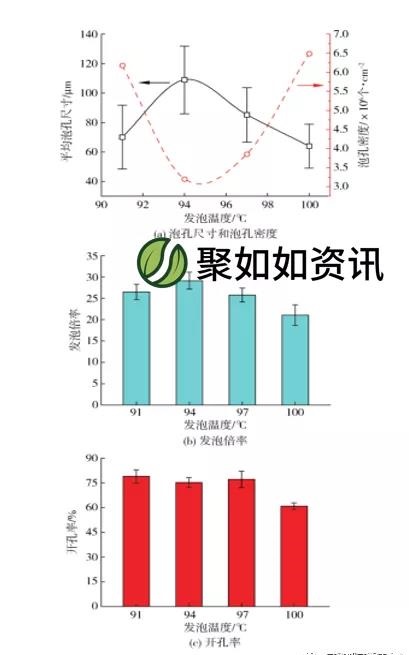
图6 PLA/TPU发泡样品泡孔结构统计
压缩性能
发泡样品的压缩性能与泡孔结构密切相关,从图7 PLA/TPU发泡样品压缩性能测试结果中可得出结论:TPU的加入显著增加了PLA 基体的弹性回复能力,94 ℃发泡温度下的发泡样品具有最大的抗压强度,永久形变量最小,10次循环压缩后弹性回复能力较好。
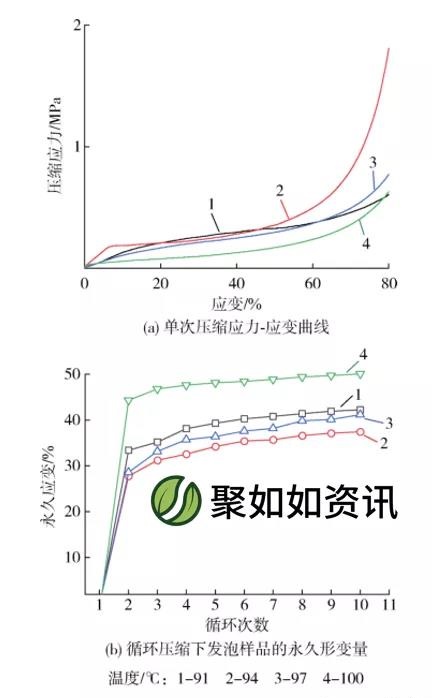
图7 PLA/TPU发泡样品压缩性能测试
吸油性能
图8给出了94 ℃发泡温度下PLA70组分发泡样品在硅油和环己烷2种油品下的循环吸油量变化。
结果表明:PLA/TPU发泡样品对硅油的吸油量大于环己烷,在94 ℃发泡温度条件下制备的发泡材料针对硅油单次最大吸油量为10.4 g/g,10次循环吸油后的吸油量减少不超过20%,发泡材料的吸油量随着发泡倍率和开孔率的乘积呈单调递增。
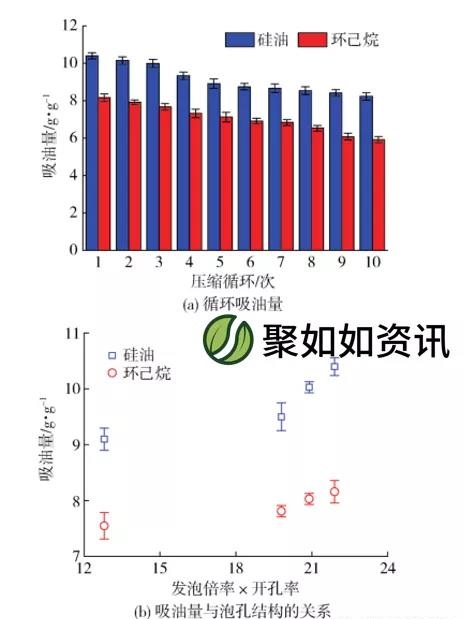
图8PLA/TPU发泡样品的吸油量
文献信息
[1]徐云飞,赵在胜,邢雅静,蒋晶.聚乳酸/聚氨酯复合多孔材料制备及吸油性能研究[J].中国塑料,2021,35(11):24-31.DOI:10.19491/j.issn.1001-9278.2021.11.004.
原文链接
https://kns.cnki.net/kcms/detail/detail.aspx?dbcode=CJFD&dbname=CJFDLAST2021&filename=ZGSU202111006&uniplatform=NZKPT&v=VNMyX4zJQaZ2Q1PtoR0iCjViSe3XKprsiUuYsYWcIMTECBRnj4JSD6qo6EhhQQS
